謎の始動不良
2、3時間ありゃ出来るだろうとタカを括ってたら、3日かかるってゆー
前まで普通にかかってたのが、寒くなったしソリッドタペットだしバルブ突いてるんだろうと、プッシュロッド調整するも❌️
コンデンサー、ポイント、コイル、プラグコードプラグ変えるも❌️ガソリンのフローはOK、ガバナー周りをきっちりやり直すも❌️圧縮は最低限以上はあるし
キャブもテスト用のに変えるも❌️大丈夫なはずのバッテリー変えたり

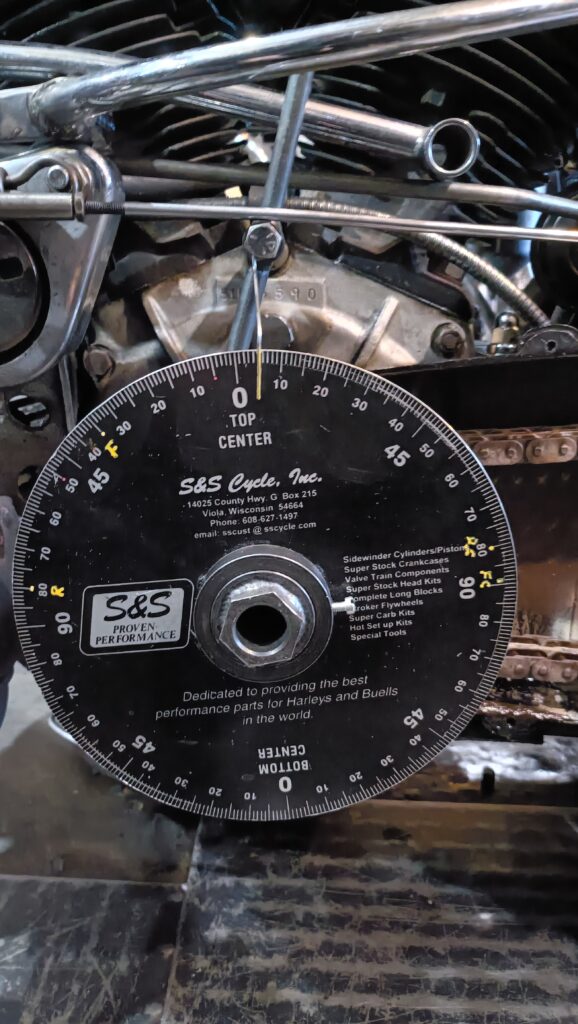
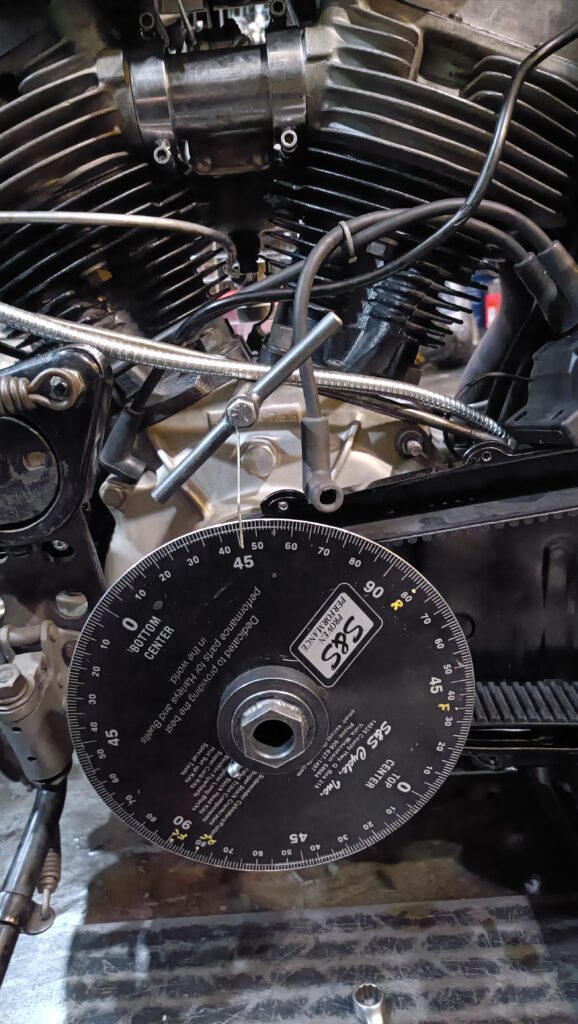
バルブタイミングも大丈夫
いや、もう解らんて。心折れるって
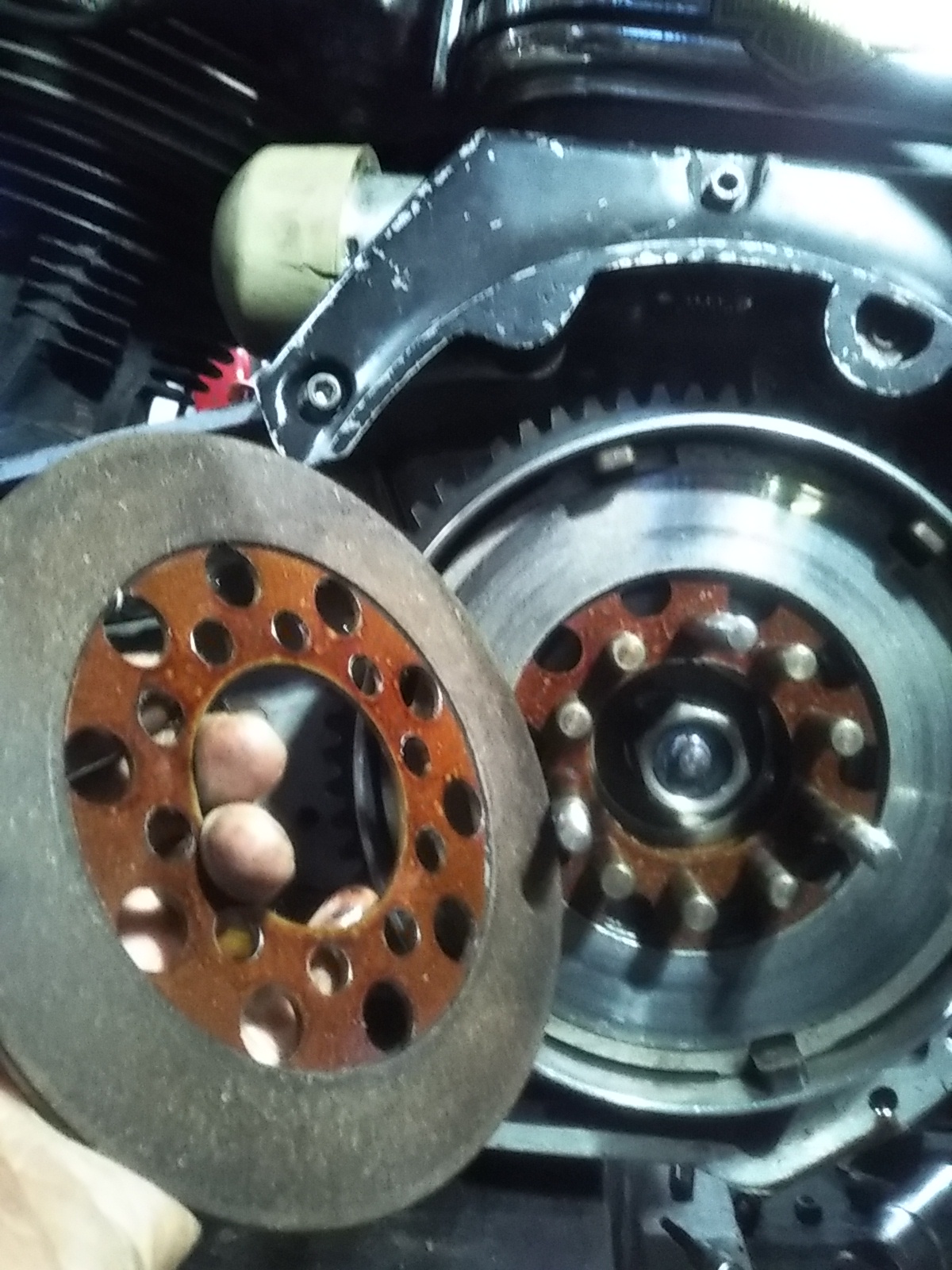
他店コンプリート車両ですが納車時からジャダーがエグくてこの数年で7マイルしか乗れて無いとの事で、お助けマン心が黙れないので引き受けたパン
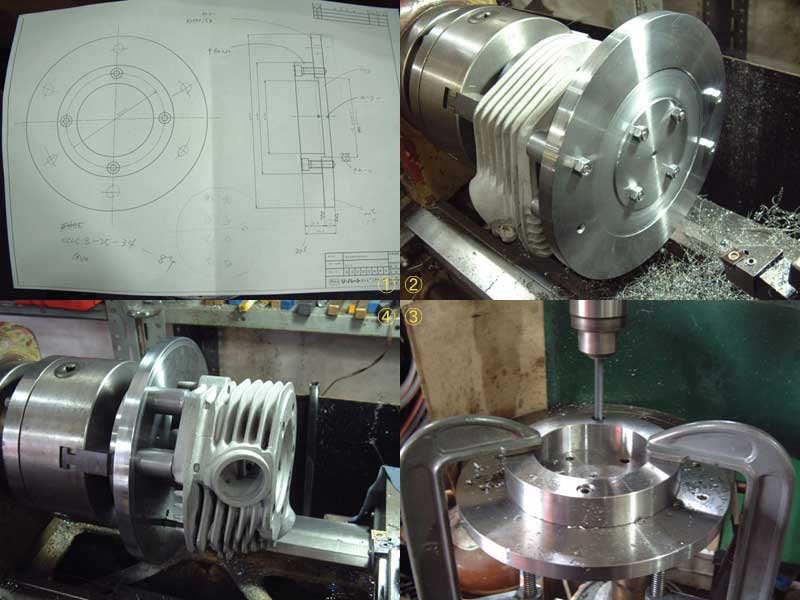
ミッションのメインシャフト曲がってるのが気になる所ですが、今回はクラッチ周りを完璧にしてスムーズになりました

が、この子もエンジンかからん
アレコレやる事2日…
連チャンはさすがに心と右脚が折れそうになります

キャブを何回も外し、手持ちのリンカートに変えたら答えは出ました
以前は普通にかかってたという情報と、その金額のコンプリート車両ならもうちょいまともなキャブ着いてると信じた私がバカでした
あともう1台ある…
そんな大変な思いしないでも良いパンヘッド有ります(宣伝w)↓